臭氧催化反应催化剂寿命的实验评价方法
催化剂寿命评价不是等催化剂彻底失活才去检测,而是要在运行过程中持续跟踪、科学判断。单纯凭经验操作(如发现出水量不对才考虑换催化剂),容易导致处理效果波动,或提前更换造成不必要的成本浪费。本文从实用角度出发,介绍四种便于在工程现场和实验室开展的催化剂寿命状态评价方法。
一、COD去除率对比法
COD去除率是评价催化剂整体运行效果的常用工程指标,但它并非催化剂活性的直接度量,其结果同时受进水水质、臭氧投加量、水力停留时间等因素影响。在相同运行条件下,定期测定进出水COD,可计算活性比:
活性比 = 当前COD去除率 / 初始COD去除率 × 100%
该比值可辅助判断催化剂状态等级(示例阈值):
活性比范围 | 状态等级 | 建议措施 |
≥ 90% | 正常运行 | 按计划维护即可 |
70% ~ 90% | 轻度失活 | 加强反洗,评估化学清洗必要性 |
50% ~ 70% | 中度失活 | 实施化学清洗,评估更换周期 |
< 50% | 严重失活 | 建议更换 |
注意事项:
COD去除率受进水水质波动影响较大,单次测定可能存在偏差,建议以月度平均值作为评价依据。
以上阈值仅供参考,不同催化剂和不同废水体系应通过长期运行数据重新标定内部标准。

二、气液反洗-抗压强度检测法
催化剂在长期运行中,不仅活性组分可能流失,载体物理结构也会逐渐劣化。气液反洗-抗压强度检测法专门针对物理损耗进行快速评价。
操作流程:
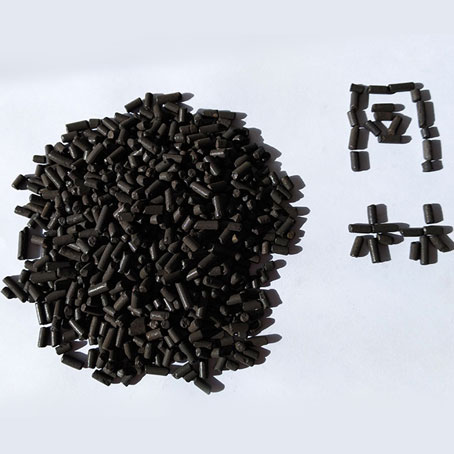
从反应器中取样催化剂;
在标准气液反洗条件下清洗,去除表面附着物;
测定单颗粒抗压强度,并与新催化剂基准值对比;
若抗压强度下降超过 30%,或粒径合格率低于 80%,表明催化剂已接近使用寿命终点。
方法优势:
测试时间短,通常 2~4 小时 可完成;
不受进水水质波动影响,结果稳定。
重要提示:化学活性评价(如COD去除率)与物理强度评价的结果可能不一致——前者反映催化能力,后者反映机械耐久性。实际决策时建议取保守值,以较早达到更换阈值的指标为准。
三、催化剂耐磨损实验
磨损率是表征催化剂机械强度的另一重要参数。磨损率较低的催化剂通常强度更高、使用寿命更长。
推荐测定方法(参照HG/T 2782标准) :
取样:称取约 50 g 催化剂试样(颗粒状),置于耐磨测试装置(如球磨罐或搅拌式耐磨仪)中;
设置参数:加入适量研磨介质或按标准规定的搅拌转速运行 30 分钟(不宜采用曝气方式,以免引入氧化干扰);
干燥称重:取出催化剂,于 105 ℃ 干燥至恒重后称量;
计算磨损率:
磨损率 W = (初始质量 − 磨损后质量) / 初始质量 × 100%
操作要求:
建议在相同条件下进行 3 次重复测试,取平均值作为结果;
每次测试应使用同一批次的新催化剂作为对照基准。
综合评价:磨损率测试宜与COD去除率测试结合使用——前者反映物理耐久性,后者反映化学活性,共同构成催化剂寿命的综合评价体系。
四、臭氧分解效率跟踪
除通过污染物去除率判断外,还可通过跟踪臭氧分解效率的变化来辅助判断。
操作方式:
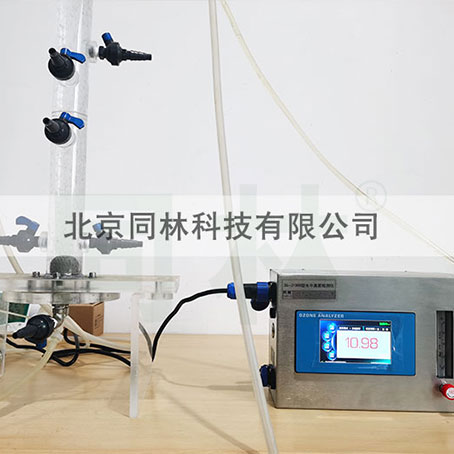
在进气臭氧浓度稳定的条件下,定期记录反应器出口臭氧浓度(或尾气臭氧浓度);
若在相同臭氧投加量、相同水质、相同运行条件下,出口臭氧浓度呈现持续升高趋势,则可能提示催化剂活性有所下降。
重要局限性:
出口臭氧浓度升高也可能由传质效率变化、进水水质波动或臭氧投加系统漂移引起,并非催化剂活性的直接度量;
建议将该指标与 COD/TOC 去除率、抗压强度 等数据交叉验证,避免单一指标误判。
操作建议:
臭氧浓度检测仪需精度足够高,每次测试前应用标准方法校准,避免仪器漂移导致误判;
跟踪周期可根据实际运行频率设定,一般 每周或每两周 测一次即可。
总结
这篇文章介绍了四种催化剂寿命状态的实用实验评价方法,要点归纳如下:
评价方法 | 核心指标 | 测试周期 | 适用场景 |
COD去除率对比法 | 活性比 | 连续监测(月均) | 日常运行跟踪 |
气液反洗-抗压强度法 | 抗压强度/粒径合格率 | 2~4 小时 | 物理损耗快速判断 |
耐磨损实验 | 磨损率 | 数小时(含干燥) | 机械强度评估 |
臭氧分解效率跟踪 | 出口臭氧浓度趋势 | 每周/双周 | 辅助判断,需交叉验证 |
综合评价原则:化学活性与物理耐久性指标往往不完全同步,建议定期同步检测化学指标(COD去除率)和物理指标(抗压强度/磨损率),以较早达到更换阈值的指标为准,制定科学、经济的催化剂更换计划。


































 1年免费保修服务
1年免费保修服务  售后1天内解决
售后1天内解决  长期跟踪质量服务
长期跟踪质量服务  购臭氧发生器送配件
购臭氧发生器送配件  全国配送
全国配送 



